|
Dettagli:
Termini di pagamento e spedizione:
|
| Nome del prodotto: | 4 Clamps Fusion Selding Machine per tubi HDPE 90mm 110mm 125mm 140mm 160mm 180mm 200mm 250mm | dimensione del tubo: | 63.75.90.110.125.140.160.180.200.225.250 |
|---|---|---|---|
| Impiegati di massimo della piastra di riscaldamento: | 270℃ | Potenza totale: | 3.3Kw |
| Peso: | 110 kg | Dimensione: | 900*670*540 mm |
| Evidenziare: | MPP Butt Fusion Welding Machine,PVDF Butt Fusion Welding Machine,3.3kW HDPE butt fusion welding machine |
||
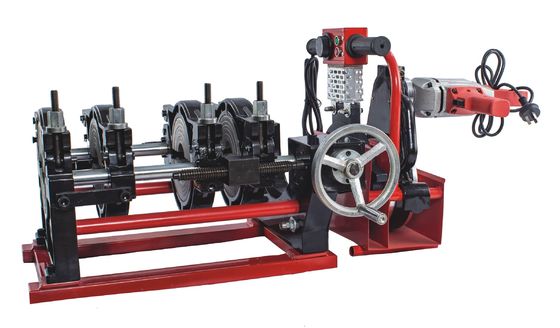
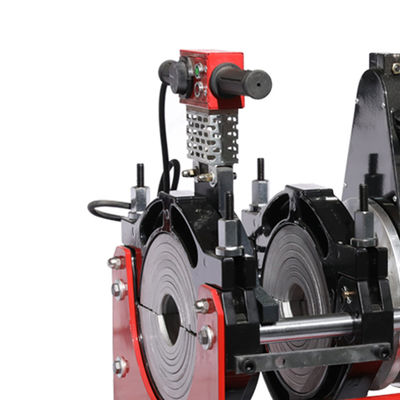
4 Clamps Fusion Selding Machine per tubi HDPE 90mm 110mm 125mm 140mm 160mm 180mm 200mm 250mm
63mm-250mm 4 pinze tubo HDPE manuale Butt Fusion Saldatura macchina
1. La materia prima del telaio della macchina è l'alluminio, è leggero ma forte, è uno dei migliori materiali per la macchina.
2Gli elementi principali dell'apparecchiatura elettrica sono la migliore della Cina, molti sono importati dall'estero.
3. riscaldatore rivestito in PTFE rimovibile con sistema di controllo della temperatura separato, la temperatura può essere controllata ad un range minimo.
4La facciata elettrica adotta lame a doppio taglio reversibili, che possono rendere l'effetto di taglio più perfetto.
Dati tecnici della macchina di saldatura Butt Fusion:
| Modello | SHY250-4M | SHD250-4M |
| Intervallo di lavoro | 63-250 mm | 63-250 mm |
| Calibro (mm) | 63, 75, 90, 110, 125, 140, 160, 180, 200, 225, 250 | 63, 75, 90, 110, 125, 140, 160, 180, 200, 225, 250 |
| Temperatura massima della tavola di riscaldamento. | 270 °C | 270 °C |
| Bias di temperatura | "+/-5° | ′+/-5° |
| Potenza della piastra di riscaldamento | 2.2 Kw | 2.2 Kw |
| potenza del pianificatore: | 1.1 Kw | 1.1 kW |
| Potenza totale | 3.3 Kw | 3.3Kw |
| G.W./N.W.: | 110/95 kg | 90/70 kg |
| Dimensioni dell' imballaggio: | 90*67*54 cm | 76*55*58 cm |
![]()
![]()
![]()
Procedura di saldatura perSaldatura a fusione a poppa manuale per tubi HDPE
1Controllare se la specifica e il grado di pressione del tubo da saldare sono corretti e verificare se vi sono urti, urti e graffi sulla superficie.Se la profondità della cicatrice supera il 10% dello spessore della parete del tubo, deve essere parzialmente rimosso prima dell' uso;
2. Pulire l' olio o le sostanze estranee alle due estremità del tubo con un panno pulito;
3. posizionare il tubo da saldare nella fessura, in modo che la lunghezza di entrambe le estremità sia uguale (il più breve possibile senza pregiudicare la fresatura e il riscaldamento).La parte esterna del telaio del tubo deve essere supportata da supporti per ridurre l'attrito, e poi essere fissati con gli slips;
4. inserire il fresatore, accendere prima l'interruttore di alimentazione del fresatore, quindi chiudere entrambe le estremità del tubo e applicare la pressione appropriata fino a quando non ci sono schegge continue su entrambe le estremità,togliere la pressione, attendere un momento, quindi ritirare il telaio mobile, spegnere l'alimentazione del fresatore e rimuovere il fresatore.
0.2-0.5 mm. Lo spessore della fetta può essere regolato regolando l'altezza dell'inserto di fresatura;
5. chiudere le due estremità del tubo e verificare l'allineamento di entrambe le estremità; il disallineamento di entrambe le estremità del tubo non deve superare il 10% dello spessore della parete;che può essere migliorato regolando la rettitudine e lo scivolamento elastico del tubo■ la distanza tra le due estremità del tubo non deve superare il 10% dello spessore della parete, altrimenti deve essere fresata nuovamente fino al rispetto dei requisiti di cui sopra;
6. Pulire la polvere e i residui sulla superficie della piastra di riscaldamento (fare particolare attenzione a non graffiare lo strato antiaderente sulla superficie della piastra di riscaldamento);
7. dopo che la temperatura della piastra di riscaldamento ha raggiunto il valore impostato, metterla nel rack e applicare la pressione specificata fino a quando il crimping minimo su entrambi i lati raggiunge il valore specificato;
8. Ridurre la pressione alla pressione di contatto e continuare il riscaldamento per il tempo specificato;
9Quando il tempo è scaduto, rimuovere il telaio mobile, rimuovere rapidamente la piastra di riscaldamento e quindi chiudere le due estremità del tubo, con l'intervallo di tempo il più breve possibile;
10. alzare la pressione alla pressione di saldatura specificata, bloccare i bulloni di fissaggio su entrambi i lati del telaio e mantenere la pressione per il raffreddamento naturale.il bullone di fissaggio è completamente apertoRilasciare lo scivolo e togliere il tubo collegato.
![]()
![]()
Il nostro servizio:
1Puoi contattarci direttamente.
2. Forniamo sempre prodotti di alta qualità e prezzo praticabile per ogni cliente e abbiamo vinto la fiducia, godere di una buona reputazione nel mercato.
3. Garanzia di qualità della macchina: 12 mesi. - Se le parti si rompono o non funzionano in condizioni normali di funzionamento, le forniamo gratuitamente.
FAQ:
1Come si fa ad avere un preventivo accurato da noi?
Fornisci i dettagli del materiale, come spessore e larghezza del metallo.
2Qual è il costo della spedizione dalla Cina al tuo paese?
Possiamo inviare la macchina al vostro porto o indirizzo di porta via mare o aereo.consegna conveniente e tempestiva.
3Termini di pagamento, MOQ, garanzia, FOB?
Termini di pagamento: 30% TT versato in anticipo, il saldo del 70% prima della spedizione.
Quantità minima d'ordine: 1 set.
FOB: Shanghai.
Tempo di consegna: 7 giorni dal ricevimento dell'ordine formale e del deposito del 30%.
Garanzia: 12 mesi.
4Qual e' il pacchetto?
Cassa in compensato senza fumigamento o senza confezione.
5E il servizio di commissionamento?
Possiamo offrire il servizio di commissioning, l'acquirente deve permettersi i biglietti aerei.
6Qual è la politica per la garanzia e le parti rotte?
Il periodo di garanzia dell'apparecchiatura è di un anno, durante il quale i pezzi di ricambio e le parti rotte causate dalla qualità possono essere offerti gratuitamente.
7.Qualsiasi domanda, ci chiami o ci mandi una mail, faremo del nostro meglio per soddisfarti.
Persona di contatto: Vivian Chen
Telefono: 86 13777804353